|
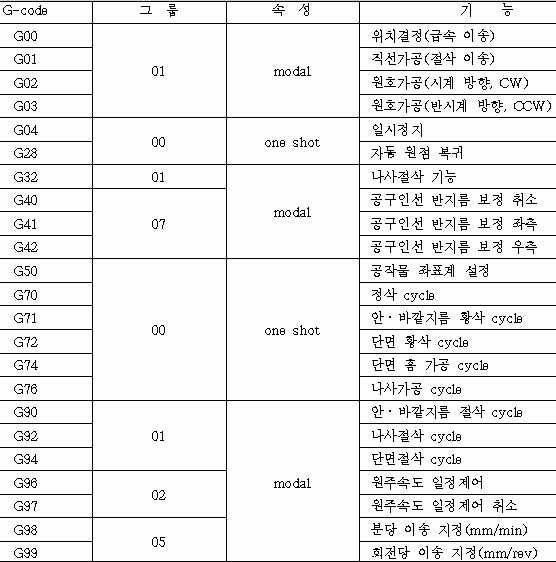
[7] 준비기능(preparatory function, G)(교과서 p.722)
address G code에 연속되는 수치를 입력하고 이 명령에 의해 제어장치는 그 기능을 발휘하기 위한 준비를 하는 기능이다.
-
(1) 준비기능의 속성:
-
1) one shot G-code (1회 유효) : 지정된 명령절에서만 유효한 G-code로 00그룹이 이에 속한다.
2) modal G-code (계속 유효) : 동일 group내의 다른 G-code가 나올 때 까지 유효한 G-code로 00그 룹이외의 group이 이에 속한다
-
(2) CNC 선반의 준비기능 :
-
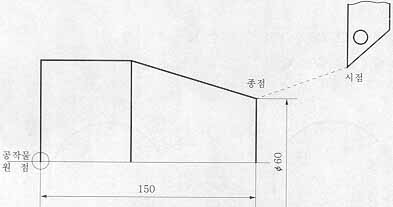
[7-1] 위치결정 (G00)
임의의 위치로 공작물 또는 공구를 급속으로 이동시킬 때 사용하는 기능으로 좌표값까지 45° 방향으로 진행한 후 직선으로 이동하며 시점과 종점에서 가감속이 이루어진다.
-
▼ 지령방법
절대(증분)명령 : G00 X(U) __ Z(W) __ ; |
예)
G00 X60.0 Z150.0 ;
|
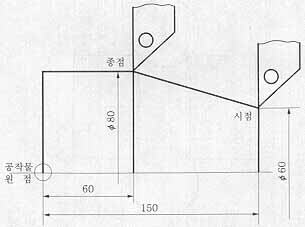
[7-2] 직선가공 (G01)
직선가공시 사용되는 기능으로 지정된 속도로 이동한다(단, F : 이송속도).
-
▼ 지령방법
절대(증분)명령 : G01 X(U) __ Z(W) F __ ; |
예)
G01 X80.0 Z60.0 F0.2 ;
|
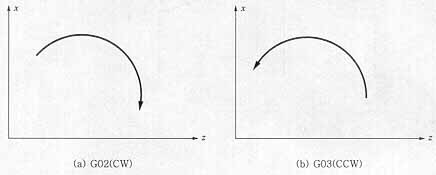
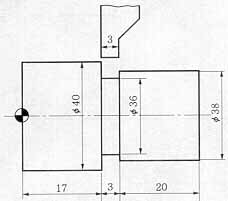
[7-3] 원호가공(G02, G03)
원호가공시 사용하는 기능으로 가공 방향이 시계방향 (CW)이면 G02, 반시계방향(CCW) 이면 G03을 명령한 후 종점의 좌표값을 입력하고 반지름 값 R 또는 원호의 크기로서 I(X축방향), K(Z축방향) 값을 명령한다.
-
▼ 지령방법
절대(증분)명령 : G02/G03 X(U) __ Z(W) R __ F __ ;
절대(증분)명령 : G02/G03 X(U) __ Z(W) I __ K __ ;
|
예)
G02 X70.0 Z30.0 R17.5 F0.2 ;
|
[7-4] 일시정지(G04)
홈가공이나 drill 작업 등에서 간헐이송에 의해 chip을 절단하거나 홈가공에서 회전당 이송으로 생기는 단차를 제거하고 표면조도를 향상시키기 위하여 정해진 시간 동안 정지 시킬 때 사용하는 기능이며 P, X, U와 수치를 입력하고 P는 소수점을 입력할 수 없다.
-
▼ 지령방법(모두 같은 기능으로 1.5초 동안 정지)
G04 P 1500 ;
G04 X 1.5 ;
G04 U 1.5 ; |
예)
O1234
G00 X 42. Z 17. T0101 M08 ;
G01 X 36. F 0.1 ;
G04 P1000 ;
G00 X42. ;
|
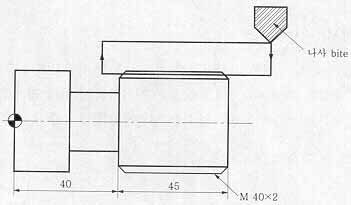
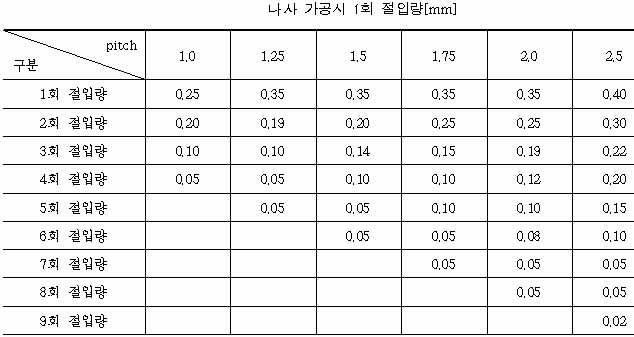
[7-5] 나사절삭(G32)
선반에서의 나사절삭은 공구가 같은 경로를 반복 절삭하여 가공하며 G32명령으로 보통나사, taper 나사, 다중나사 등을 가공할 수 있으며 주축은 주축 회전수 일정제어(G97) 상태에서 작업해야 한다.
-
▼ 지령방법
절대(증분)명령 G32 X(U) ___ Z(W) ____ F ____ ;
( X, Z : 나사절삭의 끝점 좌표값, F : 나사의 lead ) |
예)
G97 S600 M03;
G00 X39.3 Z88.0 T0404 M08;
G32 Z37.0 F2.0;
G00 X44.0 ;
Z88.0 ;
X38.8 ;
G32 Z37.0 ;
.
.
.
|
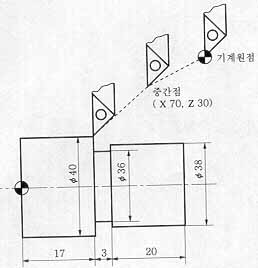
[7-6] 자동 원점복귀(G28)
급속이동으로 중간점을 경유하여 기계원점까지 자동 복귀하는 기능이다.
-
▼ 지령방법
절대(증분)지령 : G28 X(U) __ Z(W) __ ;
(중간점 X(U), Z(W) )
(program 첫 block에 G28 U0.0 W0.0 ; 을 삽입하면 불의의 충돌을 방지할 수 있다.)
|
예)
G28 X70.0 Z30.0 ;
| |