|
3 장 programming(교과서 p.719)
[1] 정의
사람이 이해하기 쉽도록 되어 있는 가공 도면을 CNC 장치가 이해할 수 있는 표현 형식으로 바꾸어 주는 작업을 말한다. 즉, CNC 공작기계의 program 형식에 맞추어 공구의 이동경로를 명령하는 tape를 만드는 작업을 의미한다.
[2] program의 구성
-
(1) program 구성:
-

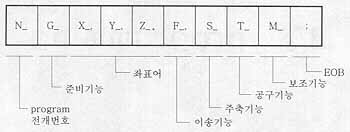
주소(address)와 수치의 조합으로 1개의 단어(word)가 되며, 단어들이 모여 명령절(block)을 이루고, 명령절이 모여 program을 구성하며, 명령절과 명령절사이는 EOB (end of block)로 구별된다.
-
(2) 명령문의 구성 :
-
-
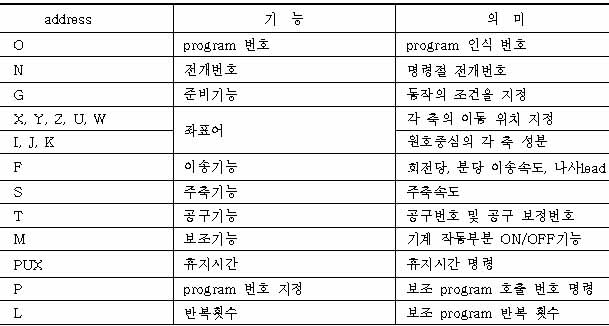
(3) address의 의미:
-
[3] 주축 기능(spindle-speed function, S)
주축을 회전시키는 기능으로 주축 motor의 회전속도를 제어한다.
-
(1) 원주속도 일정제어(G96, m/min) :
-
공작물 가공시 공작물의 지름 변화에 따라 주축의 회전수를 변화시켜 원주속도를 일정하게 제어한다.
예)
G96 S180 ;
-
(2) 회전수 일정제어(G97, rpm) :
-
공작물 지름의 변화에 관계없이 주축의 회전수를 일정하게 유지한다.
예)
G96 S600 ;
-
(3) 주축최고속도 설정(G50, rpm) :
-
주축의 최고속도를 설정하는 기능이다.
예) G50 S 2500 ; (max. rpm=2500)
[4] 공구기능(tool function, T)
공작물 가공이 완성되기까지는 여러 종류의 공구가 필요하며 그 공구모양 및 크기가 다르므로 각 공구를 구분하고 또 각 공구의 크기를 기준 공구와 비교하여 그 차이값을 공구 보정번호에 입력하여 가공시 적용한다.
T ## $$ => ## : 공구선택번호, $$ : 공구보정번호
예) G50 X250. Z300. S2000 T0100 M42 ;
G96 S100 M03 ;
G00 X100. Z80. T0101 ;
[5] 이송기능(feed function, F)
공작물과 공구의 상대속도를 지정하는 기능이며 접선방향의 속도가 지령된 속도로 제어된다.
-
(1) 분당이송량(G98, mm/min) :
-
예) G98 G01 X20. Z40. F100 ;
-
(2) 회전당 이송량(G99, mm/rev) :
-
예) G99 G01 X25. Z24. F0.2 ;
[6] 보조기능(miscellaneous function, M)
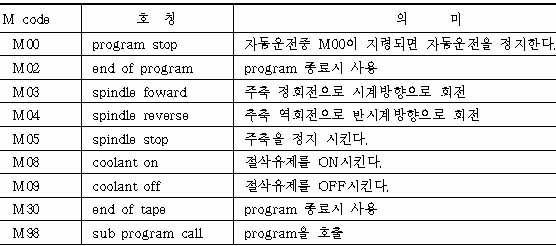
제어장치의 명령에 따라 CNC 공작기계가 가지고 있는 보조기능을 제어(ON/OFF)하는 기능으로 M 뒤의 두 자리 숫자를 붙여 사용한다(표 참조).
 |